As mentioned in Cementing Additives article, cement extenders are used to reduce cement slurry density & increase slurry yield ( Check also: oil well cement properties). The most common cement extenders chemicals are:
- Clays
- Sodium silicates
- Pozzolans
- Lightweight particles
Cement Extenders Clays
Clay minerals are hydrous aluminum silicates of the phyllosilicate group (Hurlbut, 1971), in which the silica tetrahedra are arranged in sheets. Such minerals have platy or flaky shape and one prominent cleavage. Magnesium or iron can partially substitute for aluminum in the crystal lattice, and alkalis or alkaline earth may also be present as essential components.
Bentonite
The most frequently used clay-based cement extenders is bentonite, also known as “gel,”. Bentonite has the unusual property of expanding to several times its original volume when placed in water, resulting in higher fluid viscosity, gel strength, and solids-suspending ability.
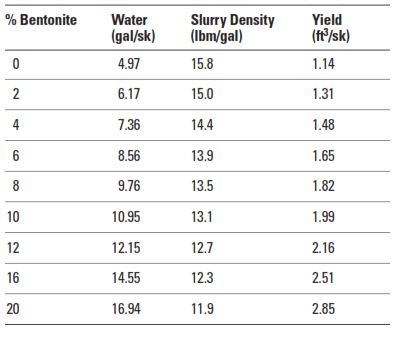
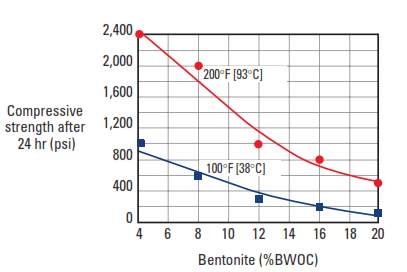
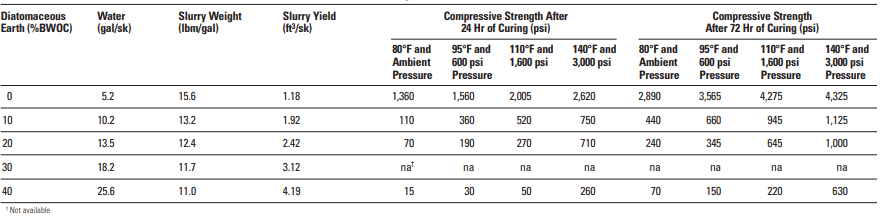
Bentonite is added in concentrations up to 20% BWOC. Above 6%, the addition of a dispersant is usually necessary to reduce the slurry viscosity and gel strength. The API/ISO recommends that 5.3% additional water (BWOC) be added for each 1% bentonite for all classes of cement; however, testing is necessary to determine the optimal water content with a particular cement. As shown in Table 1, the slurry density decreases and the yield increases with bentonite concentration; however, as shown in Fig. 1, there is a price to be paid in terms of compressive strength. Cement permeability also increases with bentonite concentration; therefore, such cement is less resistant to sulfate waters and corrosive fluids. However high concentrations of bentonite tend to improve fluid-loss control.
High concentrations of Ca2+ ion in the aqueous phase of a cement slurry inhibit the hydration of bentonite. The extension efficiency of bentonite can be greatly enhanced if it is prehydrated in the mix water before cement addition. A slurry containing 2% prehydrated bentonite BWOC is equivalent to one containing 8% dryblended bentonite (Table 3-4). Complete hydration of a good-quality bentonite occurs in about 30 min. The thickening times of prehydrated bentonite slurries are generally the same as those of dry-blended slurries at the same density. It should also be noted that prehydrating the bentonite does not appreciably change the final compressive strength when compared to an equaldensity slurry prepared with dry-blended bentonite.
According to API/ISO specifications, only pure, untreated bentonite should be used in well cements. Beneficiating agents such as polyacrylamide, which improve the water absorption capacity of low-grade bentonites, are prohibited. Such materials can interfere with the performance of other cement additives and lead to unpredictable results (Grant et al., 1990).
Attapulgite
Bentonite can be prehydrated in seawater or light brine, but the salt inhibits hydration and the slurry yield is reduced. Bentonite is not effective as an extender in highly saline cement slurries. Under such circumstances, another clay mineral, attapulgite, is frequently used (Smith and Calvert, 1974).
Attapulgite, (Mg,Al)5Si8O22(OH)4 • 4H2O, also known as “salt-gel,” occurs as fibrous needles. When dispersed in water, the attapulgite needles associate with one another and provide viscosity. Unlike bentonite, attapulgite does not improve fluid-loss control. Attapulgite has been banned in some countries because the fibrous needles are similar to those of asbestos (Bensted, 2001). However, granular forms of attapulgite are available that are still permitted in many locations.
Cement Extenders – Sodium silicates
Silicate extenders react with lime or calcium chloride in the cement to form a calcium silicate gel. The gel structure provides sufficient viscosity to allow adding extra mix water without excessive free-water separation. Sodium silicates are available in solid or liquid form. A major advantage of the silicates is their efficiency, which minimizes storage and handling. However, because of their tendency to accelerate, they tend to reduce the effectiveness of other additives, retarders, and fluid-loss agents in particular.
Solid Sodium Silicate
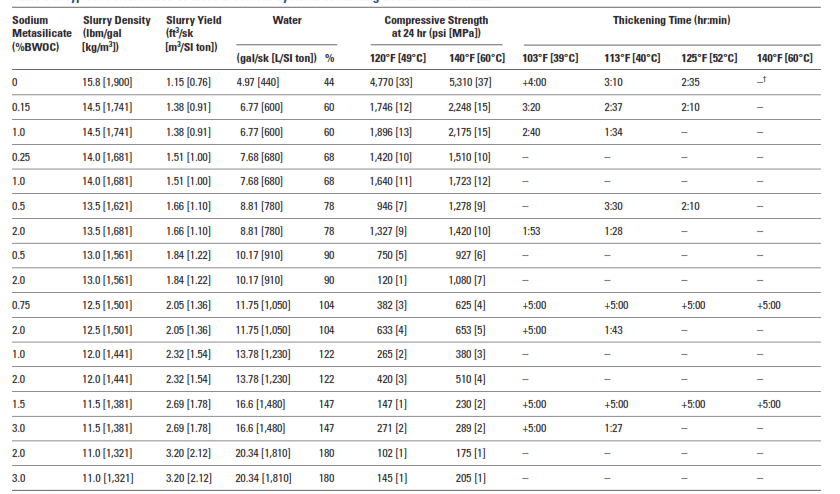
The solid sodium silicate is normally dry-blended with the cement. If it is added to fresh mix water before slurry preparation, a gel may not form unless calcium chloride is also added. If a gel does not form, the proper slurry extension will not occur. The recommended concentration range of Na2SiO3 is 0.2% to 3.0% BWOC. These concentrations provide a slurry-density range of from 14.5 to 11.0 lbm/gal [1.75 to1.35 g/cm3]. The typical properties and performance of sodium metasilicate-extended cement systems are shown in Table 2.
Liquid Sodium Silicate
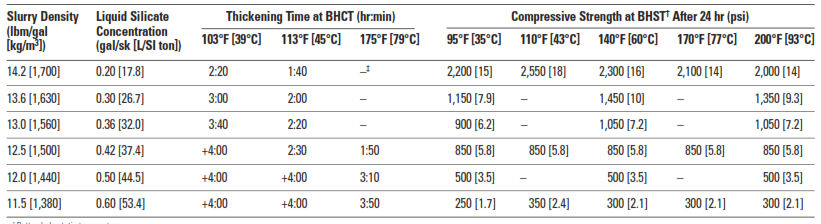
The liquid sodium silicate, (also called water glass), is added to the mix water before slurry mixing. If calcium chloride is to be included in cement systems mixed with fresh water, it must be added to the mix water before the sodium silicate to obtain sufficient extending properties. In the case of slurries mixed with seawater, sodium silicate will interact with the divalent cations in the seawater to achieve slurry extension. The normal concentration range is 0.2 to 0.6 gal/sk. Typical performance data are presented in Table 3.
Cement Extenders – Pozzolans
Pozzolans are perhaps the most important group of cement extenders. They are defined in accordance with ASTM International designation C-219-55 as follows: A siliceous or siliceous and aluminous material, which in itself possesses little or no cementitious value, but will, in finely divided form and in the presence of moisture, chemically react with calcium hydroxide at ordinary temperatures to form compounds possessing cementitious properties.”
Thus, pozzolans not only extend Portland cement systems, but also contribute to the compressive strength of the set product.
There are two types of pozzolans:
- Natural pozzolans, which include volcanic ashes and diatomaceous earth, and
- Artificial pozzolans, such as certain fly ashes.
When one 94-lbm sack of cement hydrates, about 20 to 23 lbm of free Ca(OH)2 are liberated. By itself, Ca(OH)2 contributes little to the strength of the set cement and is fairly soluble; thus, it can be eventually dissolved and removed by water contacting the cement. This contributes to a weakening of the set cement. When a pozzolan is present, the silica combines with the free Ca(OH)2 to form a stable cementitious compound (secondary C-S-H) that is very durable.
At typical cement densities, the water permeability of set pozzolan/cement systems is usually less than 0.001 mD. The low permeability of the set cement, as well as the decrease of free Ca(OH)2 content, resists the encroachment of sulfate water and other corrosive fluids. Should corrosive waters manage to enter the set pozzolanic cement, damage is further prevented by another mechanism. Zeolites in the pozzolan act as ion exchange agents and help prevent deterioration.
Mixing Pozzolan Cements
There are two notation systems commonly used for mixing pozzolan cements.
- The first is a bulk/volume ratio. A 1:1 ratio indicates 1 ft3 of pozzolan and 1 ft3 of cement. The first figure always indicates the volume of pozzolan, and the second indicates the volume of cement. This system is used primarily with very light pozzolans.
- The second mixing system is the most widely used. It is based on the “equivalent sack.” A sack of Portland cement has an absolute volume of approximately 3.59 gal. In other words, when mixed with water, one sack of cement will increase the volume of the mix by about 3.59 gal. An equivalent sack is the weight of pozzolan that also has an absolute volume of 3.59 gallons. Different pozzolans have different equivalent sack weights. The ratio for mixtures based upon equivalent sacks is designated as 25:75, 50:50, 75:25, or whatever ratio is desired. The term 25:75 indicates 1⁄4 eq sk of pozzolan and 3⁄4 eq sk of Portland cement.
The weights of other cement extender additives (except salt) are calculated as a percentage by weight of the pozzolan/ cement equivalent sack. Salt is always calculated as a percentage of the mix-water volume.
As an example, an equivalent sack of one typical fly ash is 74 lbm. A 50:50 blend would require 37 lbm of fly ash and 47 lbm of Portland cement. Thus, 84 lbm of this blend would displace 3.59 gal. Additive concentrations would then be calculated as a percentage of an 84-lbm equivalent sack, not the usual 94-lbm sack of Portland cement. A more detailed discussion of pozzolanic slurry calculations is presented in Appendix C.
Diatomaceous earth
Diatomaceous earth is composed of the siliceous skeletons of diatoms deposited from either fresh water or seawater. The main constituent of diatomaceous earth is opal, an amorphous form of hydrous silica containing up to 10% water. For use as a pozzolanic extender, diatomaceous earth is ground to a fineness approaching that of Portland cement; consequently, it has a large surface area and a high water demand. Diatomaceous earth imparts slurry properties similar to those of bentonite slurries; however, it does not increase the slurry viscosity to such a high degree. In addition, because of its pozzolanic activity, set cements containing diatomaceous earth are stronger than their bentonitic counterparts. The principal disadvantage of diatomaceous earth is its cost. Typical slurry properties and performance of diatomaceous earth slurries are shown in Table 4.
Fly ashes
Fly ash is the residue from power plants that burn pulverized coal (Davis et al., 1937). The ash is suspended in flue gases as fused particles that solidify into a roughly spherical shape. The ash is very finely divided, with a surface area roughly approximating that of Portland cements. The major constituent of fly ash is a glass chiefly composed of silica and alumina with some iron oxide, lime, alkalis, and magnesia. Quartz, mullite, hematite, and magnetite, as well as some combustible matter, are also found. The composition and properties of fly ash can vary widely depending upon the source of the coal and the efficiency of the power plant; accordingly, the specific gravities of fly ashes can vary from about 2.0 to 2.7 (Hewlett, 2001).
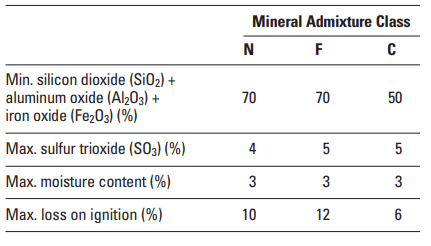
According to ASTM International specifications, three types of fly ash are recognized: Types N, F, and C. As shown in Table 5, the distinction is made on chemical grounds. Types N and F are normally produced from burning anthracite or bituminous coals. Type C fly ashes, made from lignite or subbituminous coals, are less siliceous, and some contain more than 10% lime; as a result, many of them are cementitious and do not fit the strict definition of a pozzolanic material. In well cementing, Type F fly ash is used most frequently.
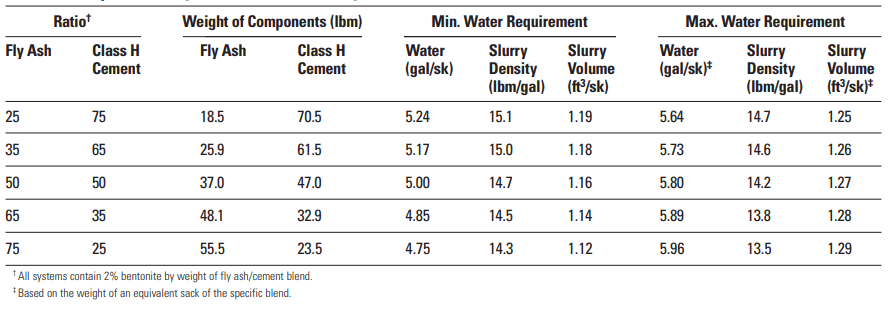
Normally, 2% bentonite is added to Type F fly ash/ Portland cement systems to improve the slurry properties and prevent the development of free water. In Table 6, slurry data for different ratios of Type F fly ash and cement are presented with various water contents.
The use of Type C fly ashes as extenders for well cements is relatively new. Because of the significant amount of lime in such fly ashes, the rheological effects must be carefully monitored. In addition, Type C ashes vary widely depending upon the source, and special slurry preparation guidelines are required for each.
Some Type C fly ashes are sufficiently cementitious to be used as the principal component of a well cement. Such systems have been developed for application in shallow wells having circulating temperatures up to 120°F [49°C]. Compressive strength development is often more rapid than that observed with conventional Portland cement systems.
Commercial lightweight cements
Commercial oilwell cements, such as TXI Lightweight‡ , are special formulations composed of interground Portland cement clinker and lightweight siliceous aggregates; consequently, some pozzolanic activity occurs. They are convenient and time-saving for the service company. The particle-size distribution is finer than in Portland cements, and the normal slurry density range is from 11.9 to 13.7 lbm/gal [1.43 to 1.64 g/cm3 ].
Silica
Three forms of finely divided cement extender silica are used in well cements: α-quartz, condensed silica fume, and colloidal silica dispersions. Silica as α-quartz is used most frequently for the prevention of strength retrogression when Portland cement systems are placed in thermal wells. Two particle sizes are routinely used: silica sand, with an average particle size of about 100 μm, and silica flour, with an average particle size of about 15 μm. Other sizes of crystalline silica are used in special cement systems with controlled particle-size distributions. Because of cost, these materials are rarely used for slurry extension alone.
Condensed silica fume (also called microsilica) is a byproduct of the production of silicon, ferrosilicon, and other silicon alloys. The individual particles are glassy, amorphous microspheres. The mean particle size is usually between 0.1 μm and 0.2 μm, about 50 to 100 times finer than Portland cement or fly ash; consequently, the surface area is extremely high (15,000 to 25,000 m2 /kg).
Condensed silica fume is highly reactive and, because of its fineness and purity, is a very effective pozzolanic material (Parker, 1985). Its high degree of pozzolanic activity has led to the introduction of low-density cement systems with a higher rate of compressive strength development (Carathers and Crook, 1987). The high surface area of condensed silica fume increases the amount of water required to prepare a pumpable slurry; therefore, slurries with densities as low as 11.0 lbm/gal [1.32 g/cm3 ] have little or no free water. The normal concentration of this material is about 15% BWOC; however, up to 28% BWOC is possible.
The fineness of condensed silica fume also promotes improved fluid-loss control, perhaps by reducing the permeability of the initial cement filtercake (Mueller and Dillenbeck, 1991). For this reason, it is also used for the prevention of annular fluid migration (Grinrod et al., 1988; Golapudi et al., 1993). In addition, it is used as a source of silica in thermal cement systems (Grabowski and Gillot, 1989; Noik et al., 1998). High retarder concentrations are often required owing to the high specific surface area of silica fume.
Colloidal silica dispersions are aqueous sols of pure amorphous silica and traces of sodium hydroxide. Like microsilica, colloidal silica particles are spherical; however, the particle size is about one order of magnitude smaller (0.05 μm). Therefore, the surface area of colloidal silica is about 500,000 m2 /kg. The primary applications of colloidal silica are to prepare low-density cement systems and to prevent annular fluid migration (Bjordal et al., 1993).
Cement Extenders Lightweight particles
Lightweight particle extenders reduce the slurry density because they are lighter than the cement particles. Such extenders include expanded perlite, powdered coal, gilsonite, and either glass or ceramic microspheres. Most extenders in this category are inert with respect to the cement.
Expanded perlite
Perlite is a crushed volcanic glass that expands when heated to the point of incipient fusion (Lea, 1971). The expanded perlite product generally has a bulk density of 7.75 lbm/ft3 , which allows the preparation of competent cement slurries with densities as low as 12.0 lbm/gal [1.44 g/cm3 ]. A small quantity of bentonite (2% to 4% BWOC) is added to prevent the segregation of the perlite particles from the slurry.
Expanded perlite contains both open and closed pores. Under hydrostatic pressure, the open pores fill with water, and some of the closed pores are crushed; as a result, the perlite becomes more dense. To maintain density control, the use of perlite is confined to shallow wells.
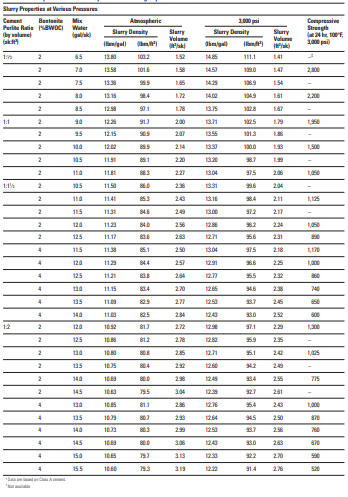
To prepare an expanded perlite slurry that will have a given density downhole, it is necessary to mix a lower density slurry at the surface. At 3,000 psi [20.7 MPa], the specific gravity of expanded perlite is 2.40. Table 7 shows some typical slurry designs (check also cement design guidelines) and illustrates how the slurry density increases between atmospheric pressure and 3,000 psi [20.7 MPa]. Owing to the density variability, perlite is rarely used today.
Cement Extenders – Gilsonite
Gilsonite is a naturally occurring asphaltite mineral, found primarily in northeastern Utah. The specific gravity of gilsonite is 1.05. The water requirement for gilsonite is low, about 2 gal/ft3 ; thus, it is possible to prepare low-density cement systems with relatively high compressive strength (Slagle and Carter, 1959). Up to 50 lbm of gilsonite can be used per sack of Portland cement to achieve slurry densities as low as 12.0 lbm/gal [1.44 g/cm3 ]. However, mixing difficulties may occur at such high concentrations. Bentonite is often included in the slurry to keep the gilsonite particles evenly dispersed.
Cement Extender Gilsonite is a black, angular solid, normally supplied as a ground material with a wide particle-size distribution (up to 0.6 cm). It is often used to prevent lost circulation . Gilsonite has a melting point of 385°F [196°C]. Some softening occurs above 240°F [116°C], and the particles may tend to fuse. As a result, gilsonite is not recommended for use in wells with bottomhole static temperatures above 300°F [149°C].
Powdered coal
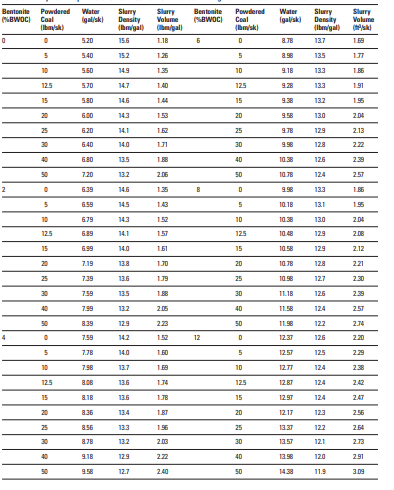
The performance of powdered coal as an extender is very similar to that of gilsonite. Its specific gravity is slightly greater (1.30). Like gilsonite, it is coarsely ground (50% of particles between 6 and 12 mesh) and is often used to prevent lost circulation. Unlike gilsonite, the melting point of powdered coal is high—1,000°F [538°C]. Therefore, powdered coal can be used in thermal well environments. Between 12.5 and 25 lbm of powdered coal are normally added per sack of cement to prepare slurries with densities as low as 11.9 lbm/gal [1.43 g/cm3 ]. Bentonite is often added to such slurries to prevent the coal from segregating. Table 8 illustrates typical slurry designs for powdered coal systems.
Microspheres Cement Extenders
Microspheres are small gas-filled beads with specific gravities normally between 0.2 and 0.9. Such low specific gravities allow the preparation of high-strength, low-permeability cements with densities as low as 7.5 lbm/gal [1.02 g/cm3 ] without the need for nitrogen. Two types of microspheres are available: glass and ceramic.
The original application of microspheres was for primary cementing of conductor and surface pipes, in which washouts and low formation fracturing pressures are common. However, they are used much more extensively today, and in many cases microsphere cements have eliminated the need for multistage cementing. Microspheres have also found use in special cement systems with controlled particle-size distributions. A significant limitation of microspheres is their inability to withstand high hydrostatic pressure without being crushed; thus, they cannot be used in deep wells. Microsphere cement systems require special care in design and mixing, and these special procedures are briefly described below.
Glass microspheres are manufactured from borosilicate glass. Several grades are commercially available, and the specific gravity varies from 0.12 to 0.80 (Smith et al., 1980). All grades have roughly the same particle-size distribution (30–40 μm), and their pressure resistance is directly related to specific gravity. Most grades of glass microspheres withstand pressures up to 5,000 psi [34.5 MPa]; however, the heavier grades with thicker walls will survive to 10,000 psi [68.9 MPa]. Glass microspheres are significantly more expensive than their ceramic counterparts; thus, their use is relatively infrequent.
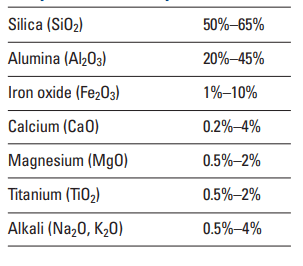
Ceramic microspheres, also called cenospheres, are derived from ash produced by coal-burning power plants. Their composition is variable, but the principal constituents are silica and alumina (Table 9) The material is mainly amorphous; however, small amounts of mullite are sometimes detected by X-ray diffraction. They have low reactivity in a Portland cement matrix; however, some pozzolanic behavior can occur at high curing temperatures (Drochon and Maroy, 2000).
The particle-size range is between 20 and 500 μm. The shell thickness is about 10% of the particle radius. The composition of the gas inside is a mixture of CO2 and N2. The microspheres are heavier than their glass counterparts, with a specific gravity of 0.6–0.9 and a bulk density of 25 lbm/ft3 ; thus, a higher concentration is necessary to achieve low slurry densities (Harms and Sutton, 1981).
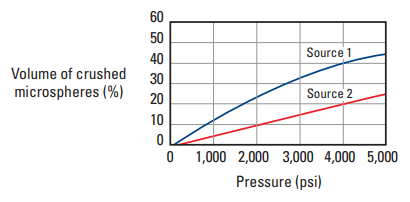
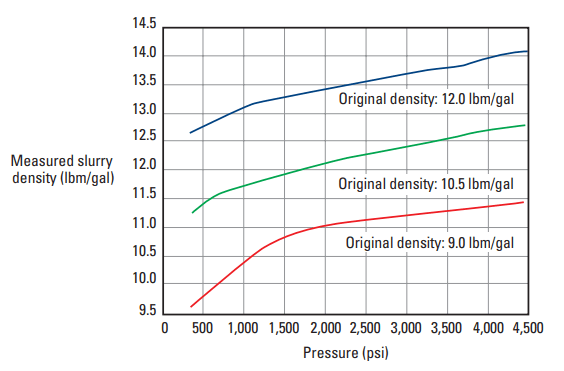
As mentioned earlier, both glass and ceramic microspheres are susceptible to breakage and collapse when exposed to high hydrostatic pressure; as a result, the density of the slurry increases (Messenger, 1974). The pressure resistance of ceramic microspheres can vary widely depending upon the source (Fig. 2). This increase can be predicted and, as shown in Fig. 3, can be taken into account in the design calculations. When the microspheres are crushed, the slurry volume decreases and the packing volume fraction changes. This can lead to significantly higher slurry viscosities. The use of ceramic microspheres is not recommended when bottomhole pressures exceed 4,500 psi [31 MPa].
It is important to ensure that the extender microspheres do not separate from the cement particles during the blending process. The microspheres must be thoroughly dryblended with the cement and not premixed in the water. Any variation in the ratio of microspheres to cement will result in erratic densities during mixing. The bulk volume of microspheres is high relative to their specific gravity; therefore, when preparing blends, it is important to ensure that the capacity of the blending equipment is adequate.
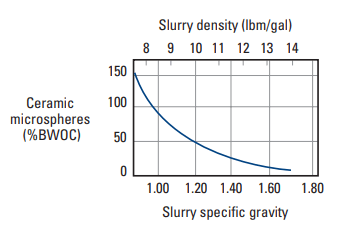
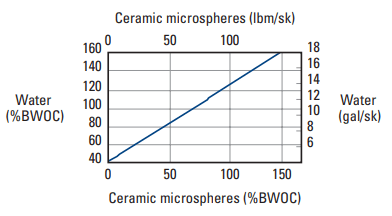
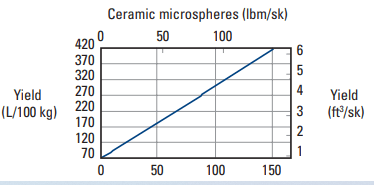
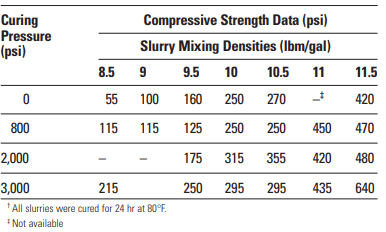
Microspheres extenders are compatible with any class of cement. Figure 4 illustrates the amount of microspheres required to achieve slurry densities between 8.5 and 15.0 lbm/gal [1.02 and 1.80 g/cm3 ]. Mix water requirements are shown in Fig. 5 and slurry yields in Fig. 6. The relationship between the density of ceramic microsphere system density and compressive strength is illustrated in Table 10.
Nitrogen Cement Extenders
Foamed cement is a system in which nitrogen is incorporated directly into the slurry to obtain a low-density cement. The system requires the use of specially formulated base cement slurries to prepare a homogeneous system with high compressive strength and low permeability. Incorporating nitrogen allows the preparation of competent cement systems with densities as low as 7.0 lbm/gal [0.84 g/cm3 ]. The reader is referred to for a complete discussion of this important technology.
Ref: Schlumberger Well Cementing, Erik B. Nelson and Dominique Guillot