The article on completion and workover fluids testing procedures explains in detail how to measure brine cleanliness. Please note that this article is a part of the drilling fluid testing procedures article which discusses the procedures for testing Water Based Mud and Oil Based Mud.
Brine cleanliness is critical for completion and production operations because the presence of solids can prevent the successful running, setting, and sealing of down-hole assemblies. Two brine properties are used for measuring brine cleanliness, as follows:
- Turbidity Meter for Brine Clarity
- Centrifuge for Solids Content
Completion And Workover Fluids Testing Procedures For Turbidity
Turbidity describes the clarity or cloudiness of a fluid due to suspended colloidal particles and it is measured in NTU (Nephelometric Turbidity Units). The turbidity meter works by shining a beam of light through a sample of brine. If the brine is absolutely clean then the beam of light will pass through the sample and will not be detected by a light sensor mounted perpendicular to the light source. However, if the brine contains a suspension of fine particles then the light will strike the particles in solution and will be scattered in all directions. The scattered light is detected by the light sensor, which converts it into reading in NTU.
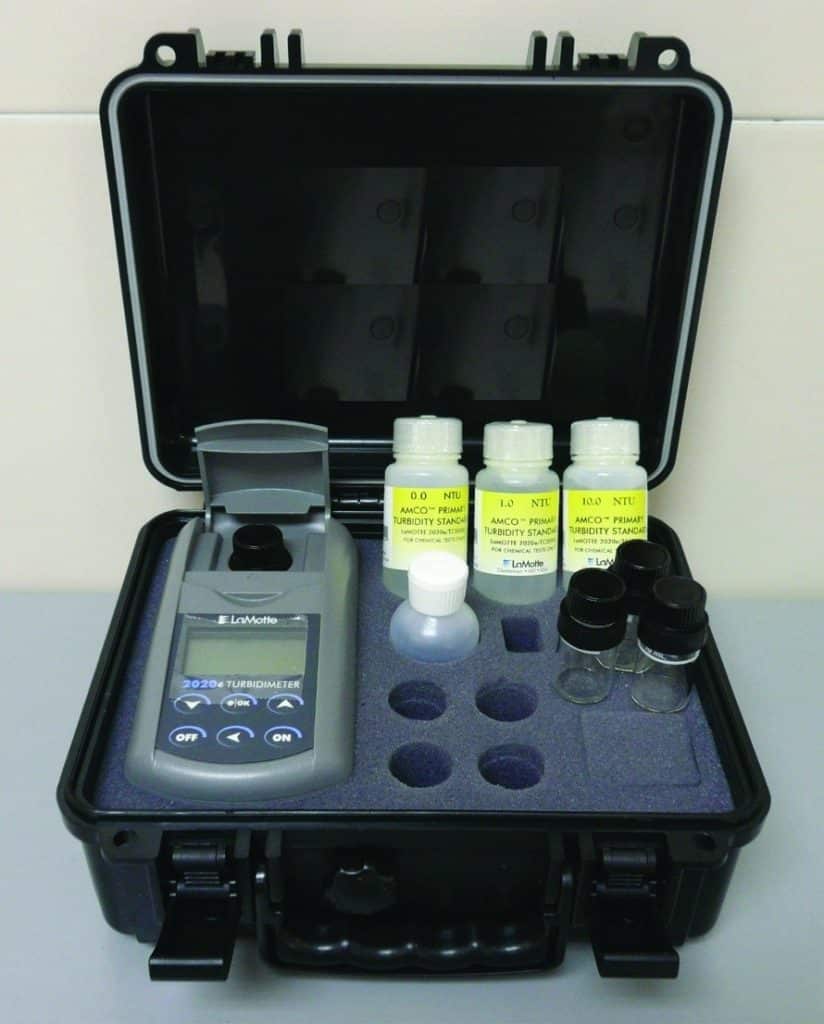
The turbidity meter which is used for testing completion and workover fluids is battery-powered and is supplied with a set of three reference samples (0 NTU, 1 NTU, and 10 NTU standard solutions) that are used for calibrating the turbidity meter before use, along with a couple of empty glass sample tubes. The glass sample tubes must be clean before use, making sure there are no marks on the glass surface, which could affect turbidity readings. The glass sample tube is filled to the mark with a representative sample of brine and sufficient time should be allowed for air bubbles to escape to the surface before taking a turbidity reading.
The Completion And Workover Fluids testing procedures for measuring brine turbidity
1. Press the “On” button to turn the meter on.
2. Press the “OK” button to select “Measure”.
3. Rinse a clean glass tube three times with “blank fluid” (0 – 0.1 NTU water).
4. Fill the glass tube to the fill line with “blank fluid”, pouring it down the inside of the tube to avoid creating bubbles.
5. Dry the glass tube with a lint-free cloth, put the (dry) positioning ring in place, and cap the tube before wiping the tube thoroughly again with a lint-free cloth.
6. Open the meter lid, place the glass tube in the chamber and align the index notch on the positioning ring with the index arrow on the meter before closing the lid.
7. Press the “OK” button to select “Scan Blank” and wait until a digital reading is displayed, which should be very close to 0.00 for the “blank fluid”.
8. Rinse the glass tube three times with the sample fluid to be tested (for best results, use the same glass tube for the blank fluid and for the sample).
9. Fill the glass tube to the fill line with the sample fluid, pouring it down the inside of the tube to avoid creating bubbles.
10. Dry the glass tube with a lint-free cloth, put the (dry) positioning ring in place, and cap the tube before wiping the tube thoroughly again with a lint-free cloth.
11. Open the meter lid, place the glass tube in the chamber and align the index notch on the positioning ring with the index arrow on the meter before closing the lid.
12. Press the “OK” button to select “Scan Sample” and wait until a digital reading is displayed and record the result.
13. If necessary, repeat the measuring steps to confirm the result.
14. Press the “Off” button to turn the meter off.
Turbidity readings are quick and easy, but they should only be used as a guide to fluid cleanliness because they can be affected by fluid discoloration and give misleading results, even when the fluid contains no solids. The completion program will usually have a specification for brine turbidity, which is usually around 20 to 30 NTUs. Filtration will generally continue until this target is achieved or, following a decision by the client representative, until there is no further improvement in turbidity readings.
Centrifuge for Solids Content
A laboratory centrifuge or a hand-crank centrifuge with 100 ml graduated glass centrifuge tubes is used for measuring the solids content of a completion and workover fluids (brine) sample from the wellbore. The glass centrifuge tubes can measure solids to the nearest 0.25 %, although solids can be estimated down to about 0.1 %. This is the only real method for determining brine cleanliness because the turbidity meter can sometimes give false readings due to other factors (microscopic air bubbles or brine discoloration).
The completion or workover program will normally specify brine cleanliness requirements either as a turbidity reading, percentage solids, or both. Mud Engineers often prepare a chart that records time, pump strokes, volume pumped, brine turbidity and solids going in the hole, and brine turbidity and solids coming out of the hole. This provides useful information when reviewing the effectiveness of brine filtration and wellbore cleanliness.
The aim of filtration of completion and workover fluids is to remove solids from the hole, which could prevent the production tubing assemblies from sealing and safely isolate the reservoir. A build-up of solids could also provide conditions that could encourage corrosion and premature failure of wellbore tubular. The solids might look to be in suspension in the brine, but they will eventually settle, so it is always worth calculating potential settled solids while filtering brine. If the hole contains 500 bbls brine and solids is measured at 0.25 %, then the hole will contain 1¼ bbls solids and this could occupy several feet or meters of the hole.
Pilot Completion And Workover Fluids Testing
It is sometimes useful to perform pilot tests before making full-scale treatments to the entire circulating mud system, to confirm that a particular treatment will have the desired effect or to avoid potential over- treatments. Pilot completion and workover fluids testing is carried out for a variety of reasons, one of which is to check the tolerance of the mud system if certain contaminants are expected while drilling.
Pilot testing can also be used for confirming the effectiveness of potential treatments in restoring mud properties after incidents such as severe cement contamination, acidic gas influxes (e.g. CO or contaminants from the formation being drilled (e.g. anhydrite or salt). Pilot testing at the rig site has distinct practical advantages compared with sending mud samples to a laboratory or preparing mud in the laboratory for pilot completion and workover fluids testing. Rig site testing allows actual material and active mud to be used, and the pilot test results are available for evaluation by the rig drilling supervisor and mud engineer relatively quickly.
Pilot completion and workover fluids testing is usually carried out using a 1 lab barrel (350 ml) fluid sample, and the fact that 1 gm/350 ml is equivalent to 1 lb/bbl, which is a simple conversion based on 159 liter/bbl. A beam balance or electronic scales accurate to 0.1 gram are used for measuring the correct weight of treating products (in gram) to obtain the required concentrations (in lb/bbl). The treating products are then mixed into a 350 ml sample of active mud (1 lab barrel), and sheared at high speed using a Hamilton Beach mixer.
As an example, a pilot test might be carried out on a sample of cement-contaminated water-based mud using 2 lb/bbl Sodium Bicarbonate. To do this, 2 gm Sodium Bicarbonate would be added to a 350 ml sample of the cement-contaminated mud while shearing on the Hamilton Beach mixer. If relatively large amounts of treating products are being added then the mud sample volume should be reduced to allow for the displacement volume of the treating product(s), so that 1 lab barrel (350 ml) is obtained after adding the treating product(s).
Some pilot tests for completion and workover fluids require a portable roller oven so that samples can be hot-rolled at simulated down-hole temperatures for a specified period of time. When this is the case then an untreated sample of mud should also be hot-rolled so that results after hot-rolling can be compared. Caution is required when reviewing pilot test results because they may not always be replicated on the mud circulating in the hole, since down-hole conditions are constantly changing.
Respectfully Sir,
I have 3 year Diploma in petroleum technology 2009.i worked in Saudi Service (SBG) Operation & Maintenance Company as Pump Operator, and Mechanical Tech. Now i am working El Seif company as Water Treatment Plant Operator. I have 6 year Experience. Now i am working king Abdullah Petroleum Studies & Research Center in Saudi Arabia.
My official number 0966596062071, 00923106048556
Kindly Regards
M.FURQAN
Sorry I am not hiring. I am just moderating this website