Drill string vibrations can significantly impact the performance of oil and gas drilling operations. They can lead to premature wear and tear of drilling equipment, resulting in fatigue and induced string failures such as drill pipe washout. Additionally, they decrease the drilling energy delivered to the bit. Therefore, it will cause a drop in the directional control following drilling performance.
We must remember that low levels are usually harmless. However, severe ones are destructive. As improving drilling performance is crucial to the economic interests of the oil industry, minimizing drill string vibrations is of utmost importance. And Yes, you can control them, but to a degree.
The Consequences Of Drilling Vibrations
There are many consequences of drilling with severe vibrations:
- Vibrations will cause cyclic fatigue in drill pipe, drill collar, drill string, or bottom hole assemblies that may lead to twist-off problems and following fishing operations.
- It may cause hole enlargement.
- In addition, these phenomena may increase the drilling bit wear rate and cause the failure of one of its cones or parts, slowing down the drilling operation.
- Damage to the directional deflection & surveying tools such as MWD tools, Rotary Steerable Systems & Mud Motor
- Reduce drilling performance.
The Root Cause of the Drilling Vibrations
Vibration, in simple terms, refers to the movement back and forth. To create this movement, a force of excitation is necessary. Various factors contribute to vibration during drilling operations, including the drilling parameters, mud pumps, Interaction between the rock lithology and drill bit, downhole motor, drill string rotation, and the well bore interaction. Generally, we can’t avoid these factors while drilling a hole. However, we can decrease their effect.
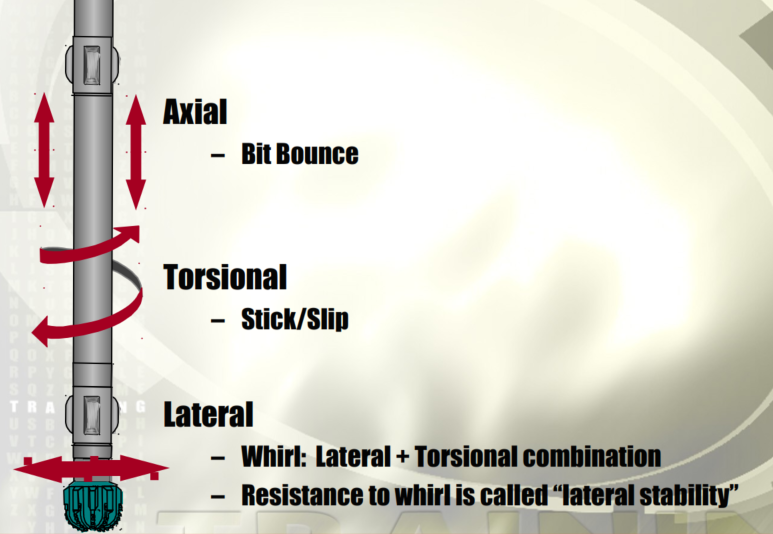
If the natural frequency of the drill string matches the frequency of vibration, it can cause resonance and severe vibrations. Ideally, there are three modes of vibrations: axial, torsional & lateral. They are often coupled, which means that they affect each other.
Axial Drill String Vibrations
Have you ever wondered how a tricone bit drilling into a piece of chert creates a persistent three-lobe pattern on the hole bottom? It’s actually quite fascinating! As the cones roll over the chert, the bit experiences an upward force with a frequency three times that of the rotary speed. If this frequency happens to be close to a resonant axial frequency of the string, resonance occurs, and the three-lobe pattern is born.
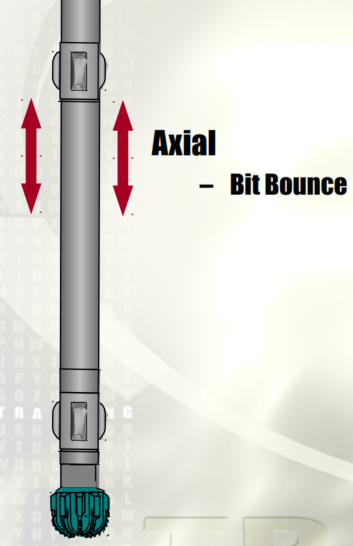
But here’s the really cool part: the pattern reinforces the vibration that caused it in the first place, making it self-perpetuating. It’s like a bit of dance happening deep beneath the surface! Of course, Axial vibration can sometimes be identified by Kelly bouncing. However, detecting this axial vibration can be tricky, especially in deep or curved holes where the effect of BHA bounce can go undetected.
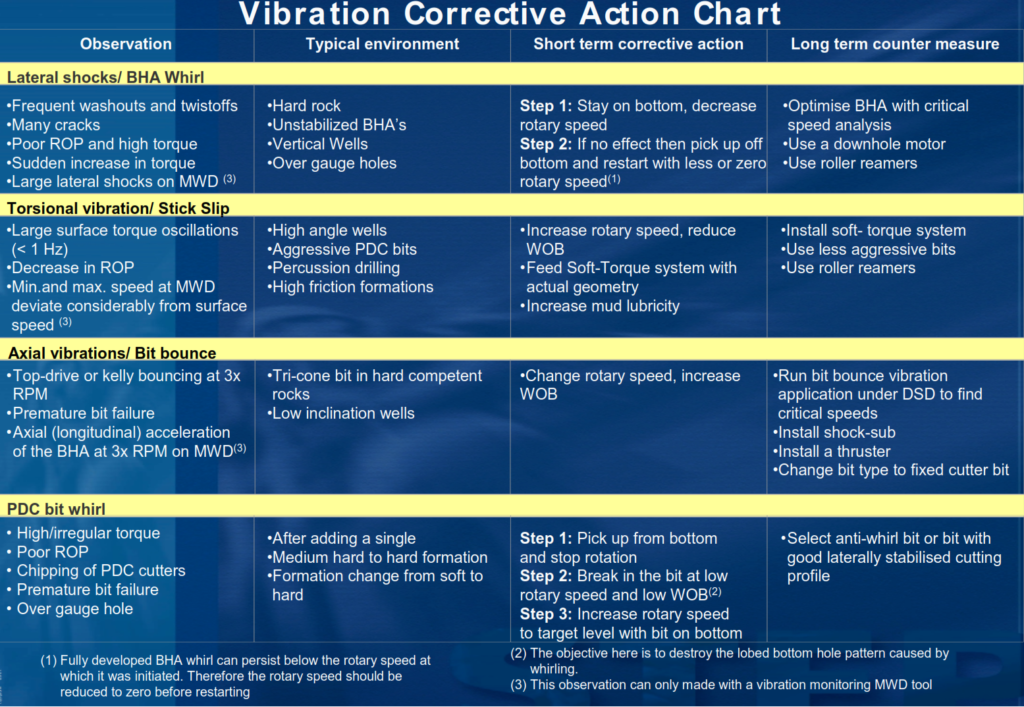
Useful countermeasures can be changes in rotary speed and the use of thrusters. The use of shock subs has traditionally provided limited benefits. The reason is that shock subs have such a minor stroke and such ‘flat’ spring characteristics that they usually end up running against their upper or lower stops, rendering their spring action ineffective.
Computer applications are available for calculating rotary speeds that may help avoid axial vibration.
Identifications
- Vibration of Rig and Equipment
- Vertical movement of Pipe at the surface
- Fluctuations in WOB / TQ / RPM as Bit loses contact with the bottom of the hole.
Impacts
Axial drill string vibrations may cause:
- Accelerated Bit Wear (Bit Dull Grading) – broken & chipped teeth, bearings
- MWD Failures
- It will reduce the penetration rate.
- Shorter Bit runs
- Damage to surface equipment
How To Deal With Axial Vibrations
- It is important to know the critical rotary speed or speeds for the Bottom Hole Assembly (BHA Types) in use.
- If suspecting axial vibrations with a roller cone bit, adjust the rotary speed to move away from the critical rotary speed or one-third of it.
- If a fixed cutter bit (PDC Drill Bits) is in use, adjust the rotary speed to move away from the critical rotary speed.
- If adjusting the rotary speed alone does not stop the vibration, or if the rotary speed is well away from the critical rotary speed, reduce the weight on bit.
- Adjust the individual mud pump stroke rates (Mud Pump Output) so that the pumps operate at different stroke rates while keeping the total flow rate unchanged.
- If severe axial vibrations occur, stop the rotary drive and pull the bit off the bottom.
- Re-start the bit.
- Follow negative drill-break practices if axial vibrations develop when drilling into a hard formation from a softer formation.
- Lengthening BHA is one of the solutions to change axial frequency.
Conclusion
We can say that the main cause for such vibration is drilling hard rock interfaces with roller cone bits.
Typically, it is common to occur with roller cone bits, but it is not common to occur with PDC bits in hard formations.
Torsional Drill String Vibration
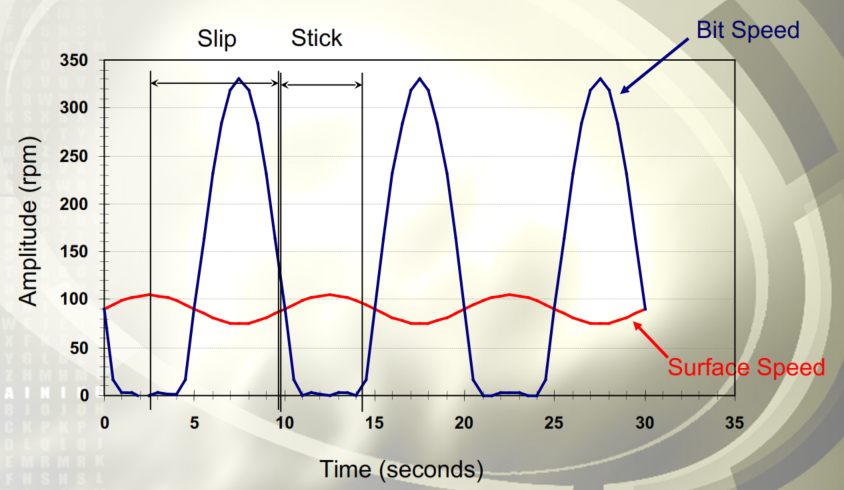
When starting to drill, the drill pipe is wound up like a spring. At this stage, the BHA stays stationary. To start the drilling process, there must be enough torque in the drill pipe to overcome the static friction between the BHA and the borehole wall, plus the torque required to turn the bit. When reaching this torque level in the drill pipe, the BHA and bit will start to rotate. Given that dynamic friction is less than static friction, as the BHA starts rotating, the resistance will start to decrease. This will cause the BHA to accelerate rapidly. It can gain so much angular momentum that it will catch up with and pass the rotation of the drill pipe so that the driving torque from the drill pipe to BHA actually becomes negative. If this happens, the BHA will slow or halt again.
The effect is that while the rotary table or the top drive are rotating at a constant speed of, say, 100 rpm, the BHA can have instantaneous rotation rates of between zero and, say, 300 rpm. Field measurements have shown that a temporary BHA rotary speed of 3 times the surface rotary speed is not unusual. In addition, BHA speeds of up to 10 times the surface rotary speed occur occasionally.
Note: Torsional vibrations are a type of self-excited vibration that can occur in the drill string without any external periodic excitation force. The drill string has a unique natural resonance period. This one depends on drill string geometry, mass, and friction with the borehole wall. You may sometimes hear a “humming” sound in the drive motor with a frequency of 0.1-1 HZ or 1-10 seconds.
Stick-Slip
Stick-slip is a type of torsional vibration that can cause severe damage. During the “stick” phase, the drill bit stops rotating for some time until enough torque builds up in the drill string to break it loose. This is followed by the “slip” phase, during which the bit accelerates. However, it eventually slows down and comes to a stop again.
Impacts Of Stick-Slip
- Loss of PDC bit Cutters with backward rotation.
- The RPM (revolutions per minute) within a wellbore can range from zero to several times higher than the RPM at the surface.
- These vibrations will cause damage to the rotary drive system.
- It will cause the failure of downhole tools such as MWD/LWD, downhole mud motors, and Rotary steerable systems.
- Early Bit Wear.
- Due to backward rotation, String Back Off may occur.
- Over torqued connections.
How To Handle Stick-Slip Vibrations In Drill String
Once we notice severe low-frequency torsional vibration, we shall proceed with the right procedure of avoiding stick-slip. Never wait till you have the full phenomena. Below is the primary procedure to control stick-slip:
- Increase the rotational speed in 10 RPM increments until restoring smooth operation or until attaining the maximum allowable speed for the bit and drive system.
- If stick-slip persists, gradually decrease WOB. Maintain weight for smooth running.
- If increasing rotary speed and reducing bit weight did not decrease vibration amplitude, the stick-slip is likely due to string friction.
- Increase the mud flow rate without risking the borehole and/or bit erosion.
- If the drilling rig has a soft-torque system, ensure it is properly set up and functioning.
- Make frequent wiper trips, if necessary, and follow good reaming practices back to the bottom to ensure good hole cleaning.
- If using water-based mud, add lubricant to reduce string friction.
- Consider changing the BHA and/or bit if the stick-slip persists after trying the above procedures during the next trip out of the hole.
Lateral Vibrations
Drill string lateral vibrations are the most energetic type of vibrations and can cause serious damage. It is difficult to detect them as it does not propagate to the surface through the drill string. They can produce lateral accelerations of up to 200 g, making them particularly damaging.

Root Causes
This type of vibration is commonly called a bit whirl. It occurs mainly when the drilling bit or the bottom hole assembly components rotate off-center. In addition to that, drilling with a downhole mud motor with a bent sub will cause a whirl.
Types of Lateral Drill String Vibrations
The most significant lateral motions are:
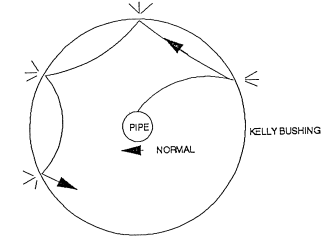
- Backward whirl (most damaging!!!): The BHA rolls along the borehole wall. This motion is stabilized by the centrifugal force resulting from the motion itself. The motion is destabilized by gravity in an inclined hole: Gravity pulls the BHA from the borehole wall on the high side. If this effect is strong enough, we may get:
- Chaotic whirl: The BHA rolls only along the borehole wall on the low side of the hole, loses contact around the ‘01.30’ position, and drops back to contact the wall again at ‘07.00’. This motion is very regular, with bending effects making it more complicated.
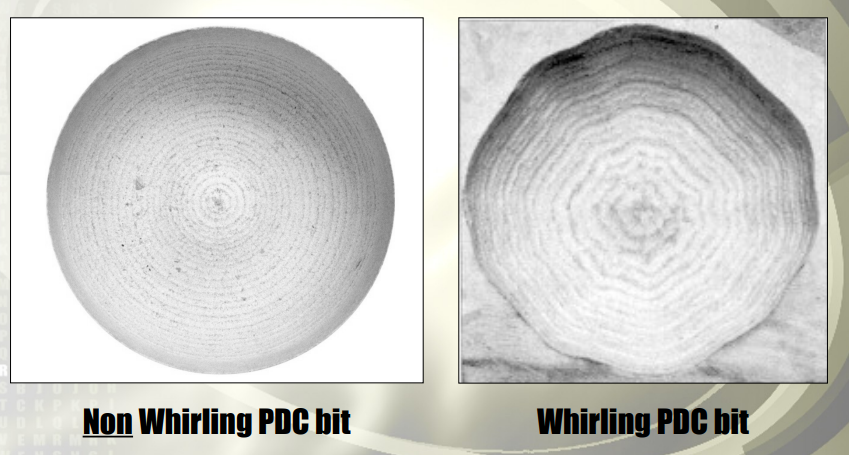
- Forward (synchronous) whirl: This applies to a stabilized but out-of-balance BHA. It can be observed at home in the washing machine. This phenomenon occurs when the center of the bit moves in the same direction as the rotation of the drill string. It involves a continuous slip between the borehole wall and the bit gauge. This will result in a small penetration into the borehole wall. In this case, the bit cutters always move in a clockwise direction.
- When a drill bit is not well-balanced, it can cause the bottom hole assembly (BHA) to move out of the center, known as “bit whirl”. This can result in irregular loading and severe impacts on the cutters. Unfortunately, this phenomenon is relatively stable and difficult to eliminate.
- Bending vibrations: These are the lateral vibrations of a slender beam.
Backward Whirl
As the backward whirl is a more dangerous type, it is important to provide more details about it. This type of whirl occurs when the center of the drill bit moves in the opposite direction to the rotation of the drill string. It can be identified by the string bouncing and increased torque or by the drill pipe whipping and clattering around the Kelly bushing. However, detecting and identifying this type of whirl from the rig floor can still be extremely difficult.
This is the most severe form of vibration and is more severe in harder formations. The slip velocity drops, and the bit gauge rolls along the borehole wall. The cutters move backward and sideways, which subjects them to high-impact loads.
If we talk about the consequences of the backward whirl, you will notice that it causes poor borehole quality, characterized by ledging, spiraled or over-gauged holes, and a lobed bottom hole pattern. Additionally, it leads to eccentric gauge wear, reduced rate of penetration (ROP), and premature bit failure. Other negative effects include failures in measurement while drilling (MWD), stabilizer blade damage, and non-linear response to changes in revolutions per minute (RPM) & weight on bit (WOB).
Detection Of Lateral Vibrations
Frequencies for lateral vibrations are usually higher than 10 Hz. Direct detection is often difficult, but some MWD tools now have accelerometers oriented for these vibrations and can give a signal to the surface if a certain state of vibration is detected. The rig crew can also contribute by observing the tools pulled out of the hole and spotting typical lateral damage.
Corrective Measures
Corrective measures for lateral vibration are usually some operating parameters change (rotary speed and WOB), calculation and avoidance of resonant frequencies using computer applications, and a Soft Torque rotary drive. The reason for the potentially positive effect of a Soft Torque drive is that the lateral vibrations are usually worse at higher rotary speed; hence, if the peak in the rotary speed is contained, the lateral vibration will be alleviated.
How To Handle The Bit Whirl
- If you suspect a damaging lateral vibration, stop the rotary drive, pull the bit off bottom, and re-start the bit again. Do not return to the same weight on bit or rotary speed.
- Run at a lower weight on bit, and adjust the rotary speed as described above in Axial Vibrations.
- Adjust the individual pump stroke rates so that the mud pumps operate at different stroke rates while keeping the total flow rate unchanged.
How To Act When Facing The BHA Whirl
- Reduce the rotary speed if suspecting a forward BHA whirl.
- If this does not stop the whirl, stop the rotary drive, pull the bit off the bottom, and restart the bit.
- Use a lower rotary speed.
- If suspecting a backward BHA whirl, stop the rotary drive, pull the bit off bottom, and restart the bit with lower RPM.
- Consider treating mud with a lubricant additive if you suspect that the high string torque is causing a backward BHA whirl.
- Follow correct connection procedures (see Section 7).
Coupling Of Drill String Vibration
Identifying and curing drill string vibrations can be complicated by coupling effects. Pump pressure fluctuation, whirl in a curved hole, or MWD pressure pulses can cause axial vibration. When drilling with a downhole motor, there is a coupling between torsional and axial vibrations through the bit, and whirl and torque fluctuations are also coupled.
Finally, if rotary drilling is insufficient in containing vibration problems, downhole motors should be considered as a general solution.